|
|
|
|
聯(lian)系方(fang)式
|
| 電(dian)話(市(shi)場部(bu)): |
| (拓展(zhan)部): |
| 傳(chuan)真: |
|
節(jie)假日(ri)商務(wu)聯系(xi)電話(hua):
何經(jing)理: 劉(liu)經理(li): |
| 郵編(bian):211600 |
| 網址(zhi):/ |
| E-mail:[email protected] |
| [email protected] |
|
地址(zhi):江蘇(su)省金(jin)湖縣(xian)工業(ye)園區(qu)環城(cheng)西
路(lu)269号 |
|
|
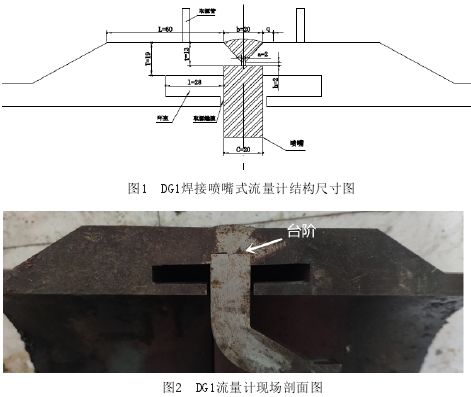
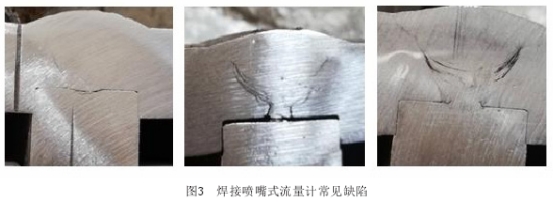
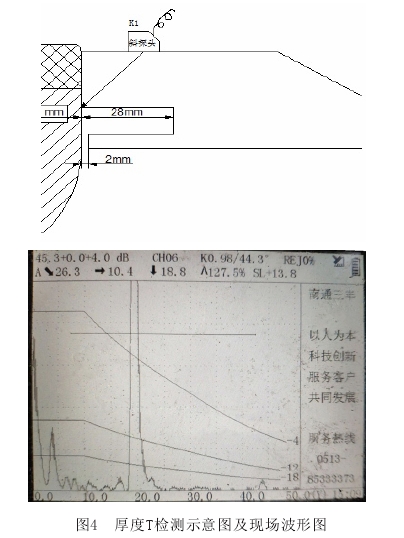
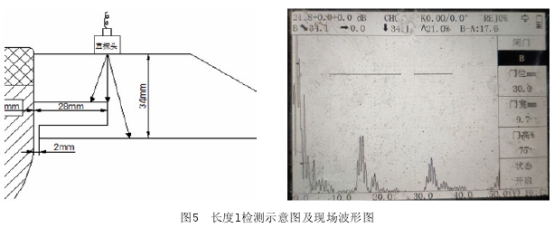
您(nin)現在(zai)的位(wei)置 > 首(shou)頁 > 行(hang)業新(xin)聞 > 節(jie)流式(shi)流量(liang)計筒(tong)體焊(han)縫超(chao)聲檢(jian)測 |
|
|
時(shi)間:2023-3-20 08:30:43 |
|